服務(wù)熱線
13222228803
服務(wù)熱線
13222228803

激光焊接
激光焊接與電弧焊相比,可進(jìn)行低熱輸入焊接,產(chǎn)生少量的焊濺物和煙霧(Fume),操作性良好。
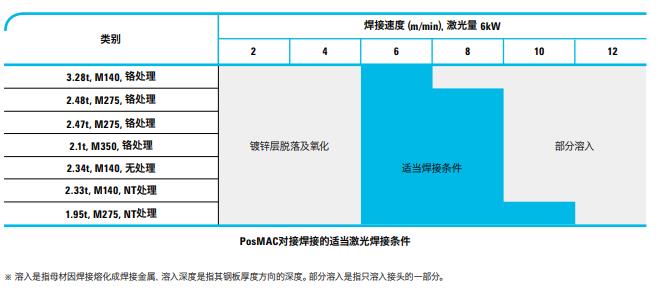
對接焊接
昆山 鍍鋁鎂鋅在激光焊接工程當(dāng)中熱輸入量過多的話(低速焊接之時(shí)),焊接熱會導(dǎo)致鍍鋅層的脫落和氧化,就無法確保耐蝕性。
并且,熱輸入量過少的話(高速焊接之時(shí)),無法操作貫通焊接。請予以注意。
以下表格是根據(jù)鋼材厚度和鍍鋅附著量的適當(dāng)焊接速度區(qū)間。評估對象之外其他鋼種,需要另行制定焊接條件。
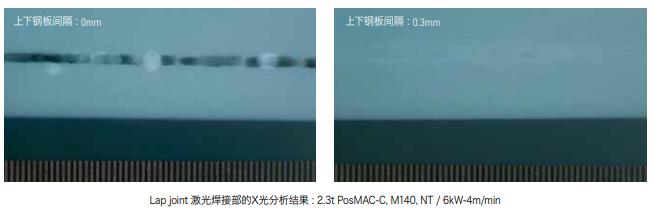
搭接接頭焊接
如將搭接接頭進(jìn)行激光焊接,則激光焊接熱會導(dǎo)致上下鋼板中間鍍鋅層的氣化并混入到溶入金屬,因此易于發(fā)生鑄孔。焊接速度越快,
鑄孔發(fā)生量也越多。焊接熱輸入量減少的話,會有所改善,但是該辦法也不是根本性解決方案。
目前為止,有效的方案是上下鋼板之間保持0.3mm以上間隔,從而實(shí)現(xiàn)汽化鍍鋅層的易于排出。
但是上下鋼板間隔的擴(kuò)大雖然易于防止鑄孔,但是過大的間隔會導(dǎo)致無法保證穩(wěn)定的接頭部位。請予以注意。
Copyright ? 江蘇金萬達(dá)新材料科技有限公司 主營鍍鋅管,鍍鋅方管等產(chǎn)品和激光加工歡迎咨詢。
聯(lián)系人:周總 電話:0512-57625330 手機(jī):13222228803
公司地址:江蘇昆山華東鋼市古城北路368號1號庫

掃一掃 聯(lián)系我們
周總
13222228803
0512-57625330